汽修技师
汽车维修技师
汽修技师
汽车维修技师

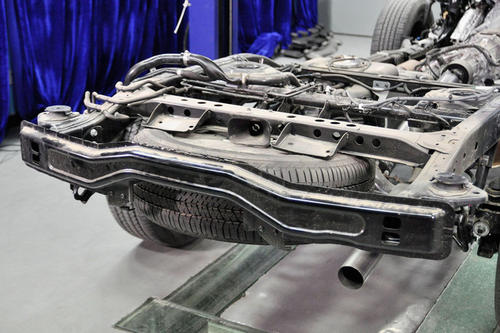
汽车大梁焊接修复的方法:
1、汽车大梁大多用16Mn钢制造的,它比低碳钢淬硬倾向大,焊接时产生冷裂纹的倾向也大。为减小维修焊工的劳动强度,大梁纵梁的焊接可不解体,不挖补的对接焊接工艺;
2、焊前准备,焊接前应该彻底清除大梁裂缝或断裂部位附近的油漆、油泥、尘土等杂质,然后在焊缝不受负荷的情况下,在裂纹或断裂处的内外表面打磨出45~50°的V形坡口。焊缝焊补修复时必须对接和顶好断裂部位的两端(如图中②③),使焊缝两端的负荷接近于零;
3、在焊接过程中,要保持焊缝自由伸缩,以防大梁焊接部位产生残余应力和参与变形。为使焊缝自由伸缩,必须注意焊接顺序和方向,应先焊收缩量大的部位,以保证焊缝有较大的自由收缩,产生较小的残余应力。因此,大梁纵梁焊接时需先焊垂直内外腹面,再焊上下翼面,翼面先焊下翼面再焊上翼面,方向都是向腹面焊接。腹面两段焊接,先由腹面中心往上焊,再由腹面下部向中间焊。这种方法能使收缩只在腹面横向自由进行,上下翼面不受牵制,从而使内应力减小。